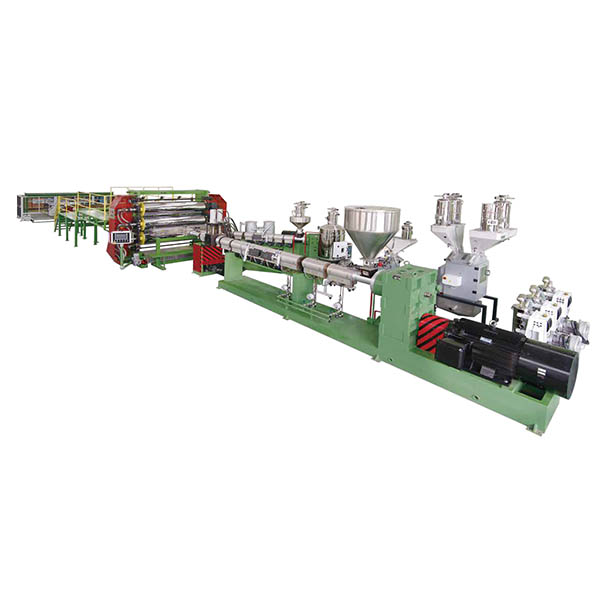
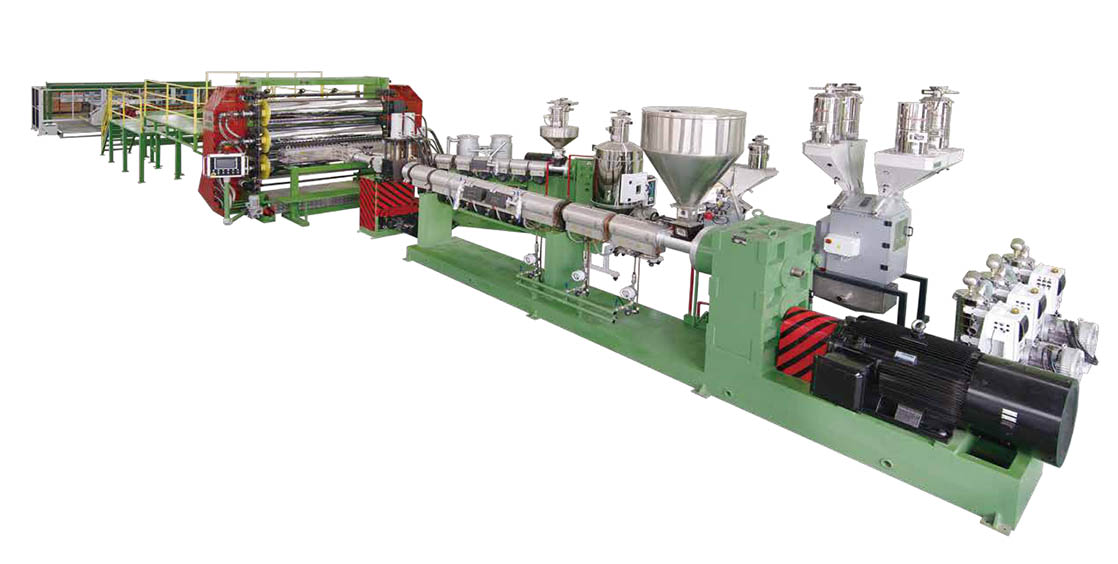
Экструзионная линия для термоформования плит HDPE
Jwell поставляет передовую экструзионную систему, она подходит для производства материала HMW-HDPE с низким MFI и высокой прочностью в листе, пластины в основном используются для производства автомобильных бортов, футеровки ящиков пикапа, крышки грузовика, защиты от дождя. покрытие и т. д. Толщина листа может уменьшиться более чем на 30%, если у него такая же ударная вязкость, что снижает производственные затраты для производителей. Толщина плиты 2-12мм, ширина 2000-3000мм.
Основная техническая спецификация
|
Модель |
Ширина изделия (мм) |
Толщина изделий (мм) |
Производительность (кг / ч) |
|
JW130 + JW70 |
2200 |
1,5–12 |
600-700 |
|
JW150 + JW90 |
2600 |
1,5–12 |
800-900 |
Примечание. Технические характеристики могут быть изменены без предварительного уведомления.
Отображение изображения продукта




Система передачи
Функция приводной системы состоит в том, чтобы приводить в движение шнек и обеспечивать крутящий момент и скорость, необходимые шнеку в процессе экструзии. Обычно он состоит из двигателя, редуктора и подшипника.
Устройство нагрева и охлаждения
Нагревание и охлаждение являются необходимыми условиями для процесса экструзии пластика.
1. В экструдере обычно используется электрический нагрев, который подразделяется на резистивный и индукционный. Нагревательный лист устанавливается в корпус, шею и голову. Нагревательное устройство нагревает пластик в цилиндре снаружи, чтобы повысить температуру, чтобы достичь температуры, необходимой для технологической операции.
2. Охлаждающее устройство экструдера настроено таким образом, чтобы температура пластика находилась в требуемом для процесса температурном диапазоне. В частности, необходимо исключить избыточное тепло, генерируемое трением сдвига, вызванным вращением винта, чтобы избежать слишком высокой температуры, которая затрудняет разложение, обугливание или форму пластика. Охлаждение ствола делится на два типа: водяное и воздушное. Как правило, экструдеры малого и среднего размера больше подходят для воздушного охлаждения, а экструдеры большого размера в основном имеют водяное охлаждение или сочетаются с двумя формами охлаждения.
Категории товаров
-

Экструзионная линия для производства ламината из ТПУ / АБС-пластика
-

Линия для производства сотовых панелей из полипропилена
-

Линия по производству вспененного композитного листа TPO + PP
-

LFT / FRP композит, армированный непрерывным волокном E ...
-

Композиты для обшивки салона автомобиля из пеноматериала TPO / PVC + PP ...
-

Экструзионная линия для производства композитной кожи TPO / TPU





